
Як добитися якості в 3D-друку методом FDM

Ми зібрали ряд базових порад, заснованих на нашому досвіді роботи, і сподіваємося, що вони допоможуть вам досягти відмінної якості ваших виробів.
Піклуйтеся про своїх филаментах
Може бути це здається простим і елементарним, але за фактом багато хто забуває, що різні пластики вимагають різного догляду та процесу зберігання. А потім стан вихідного матеріалу може серйозно вплинути на весь процес 3D-друку.
Важливо переконатися, що філамент правильно намотаний на котушку. Якщо це не так, і це можна виправити – зробіть. Якщо ні – не використовуйте матеріали від постачальника, краще купити у нас в 3D-Plast. Також звертайте увагу на стан нитки – вузли та розриви можуть заблокувати подачу матеріалу в екструдер або навіть блокувати його, що призведе до ще більших пошкоджень.
Якщо ви зберігаєте велику кількість матеріалів, не забувайте забезпечити їм відповідне місце для зберігання. Там не повинно бути надмірної вологості, інакше ваші филаменты можуть втратити свої властивості. Для зберігання можна використовувати герметичні контейнери або пластикові закриваються коробки з поглиначами вологи. Деякі модифікують коробки, щоб філамент подавався прямо з них.

Виберіть правильну температуру
Якість у 3D-друку часто залежить від температури, заданої для екструдування. Кожен матеріал має рекомендовану температуру екструзії, наприклад, ABS найкраще плавиться близько 240 градусів за Цельсієм, а PLA – близько 200 градусів за Цельсієм. Параметри температури варіюються в залежності від виробника, тому завжди краще перевіряти точні рекомендації на упаковці.
Наш досвід показує, що «гратися» з температурою можна в межах плюс-мінус 10 градусів Цельсія від рекомендованої виробником. Зміни на більшу кількість градусів швидше за все знизять якість друку. Занадто низька температура може призвести до відшарування шарів або навіть до неможливості видавлювання нитки, в той час як надто гарячі матеріали можуть розливатися, згинатися або складатися.

Ще один важливий параметр, пов'язаний з температурою – правильно підібрана температура нагрівається платформи (якщо ваш принтер підтримує таку опцію). ABS вимагає 100 градусів за Цельсієм, у той час як PLA тільки 60. PLA-пластиком можна друкувати навіть без підігріву столу, але ми цього не рекомендуємо.
Друкуйте з підтримкою
Ви завжди повинні пам'ятати про використання підтримуючих конструкцій, особливо для більш складних і дуже деталізованих виробів. Ключові параметри – оптимальна товщина і щільність опорних елементів. З одного боку більш щільна опора надійніше, але її потім і важче якісно відокремити.
Якість підтримки також залежить від програмного забезпечення для 3D-друку, який ви використовуєте різні версії можуть генерувати більш або менш якісні підтримки.

Що стосується матеріалів, то для деяких матеріалів можна використовувати підтримки з іншого филамента, але тоді вам потрібен екструдер на два сопла, а це не всім доступно.
Відредагуйте коефіцієнт заповнення
Хоча швидше цей показник більше пов'язаний з довговічністю, ніж з якістю 3D-друку, все ж він важливий. Коефіцієнт заповнення описує процентне співвідношення пластику і повітря, що заповнює ваше виріб всередині, під суцільним зовнішнім шаром.
Низьке заповнення економить матеріал і прискорює процес друку, але робить весь об'єкт менш довговічним і міцним, тому його легше зламати. Це особливо відноситься до більш великих об'єктів.
Остаточна налаштування коефіцієнта заповнення часто залежить від досвіду людини, що готує файли для друку. Показник 10% і менше однозначно буде помилкою, а рівень більш 60% вже не чинить істотного впливу на довговічність, а тільки збільшує вагу об'єкта. Все, що між цими двома позначками – поле для ваших експериментів.

Встановіть правильну висоту шару і ширину екструзії
Висота шару надає величезний вплив на якість 3D-друку. Стандартна висота друку складає від 0,1 до 0,3 мм, але при наявності відповідного сопла і якісної нитки цей діапазон може бути збільшений з 0,05 до 0,35 мм
Висота шару не повинна бути більше діаметра сопла і менше половини ширини екструзії. Чим тонше шар, тим точніше і детальніше 3D-друк, а шари менш видимі. Але тим довше вона друкується, не забувайте про це.
Ширина екструзії теж залежить від розміру сопла. Найпоширеніші сопла - 0,3 і 0,4 мм Мінімальна ширина може бути дорівнює діаметру сопла, але вона може бути збільшена на 0,1-0,2 мм, При цьому ширина екструзії повинна бути в два рази більше висоти шару. Ми вважаємо, що ширина екструзії від 0,3 до 0,6 мм може розглядатися як безпечний діапазон для експериментів.
Теоретично, більш тонкі контури можуть призвести до більш точним відбитками, але в дійсності це застосовно тільки до дрібних виробів і моделей з дуже високим рівнем деталізації.
Зменшіть швидкість друку
Зниження швидкості роботи двигунів нижче рівня налаштувань за замовчуванням може значно підвищити якість друку методом FDM. У екструдера буде більше часу для виконання своєї роботи, особливо на кутах і краях. Нитка також буде краще склеюватися, і у неї буде більше часу для охолодження, що має перешкоджати появі висячих ниток. Ця порада особливо важливий, якщо ви використовуєте PLA-пластик.

Відрегулюйте відкат (retraction)
Відкат, він же ретракція, є важливим чинником роботи екструдера. Він відповідає за втягування нитки, коли вона не використовується. Встановлення більш швидкого відкату запобігає утворенню бульбашок у виробі. Нитка також не буде звисати з сопла – і коли екструдер переміщається над об'єктом не друкуючи, він не залишає на виробі тонких «волосків» із пластику.
Останнє, на що може вплинути ретракція, це якість швів, де один шар закінчується, а другий починається. Швидка ретракція може зробити їх менш помітними. До речі, переконайтеся, що ваше програмне забезпечення не розміщує всі шви один над одним.
Не бійтеся постобробки
Пам'ятайте, що ви завжди можете використовувати різні методи постобробки і фарбування, щоб підвищити якість ваших 3D-виробів. Найкраще це вдається з ABS-пластиком – такі вироби можна шліфувати і полірувати. Використовуючи нагрівання гарячим повітрям, можна приховати тріщини з поверхні, а обробка ацетоном зробить поверхню гладкою та глянцевою.
Варіантів для постобробки ниток PLA значно менше. Гаряче повітря – єдиний інструмент, який ми можемо рекомендувати для видалення волосків» і незначного знебарвлення.
Нитки обох типів можна також фарбувати, хоча наш досвід показує, що вироби з АБС краще вбирають фарбу, в той час як PLA часто вимагає нанесення товстого шару грунтовки.

 Логічно, що якість вашого пластику для 3D-друку може істотно вплинути на якість ваших виробів. Ось чому важливо дотримуватися правил зберігання 3Д-філаментів.Як правильно зберігати 3D-філамент
Логічно, що якість вашого пластику для 3D-друку може істотно вплинути на якість ваших виробів. Ось чому важливо дотримуватися правил зберігання 3Д-філаментів.Як правильно зберігати 3D-філамент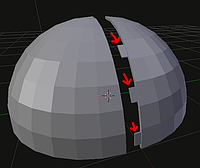 Друк великих моделей за один прохід неможлива для більшості 3D-принтерів. Здається, що ви не можете надрукувати чогось, що більше принтера? З допомогою цих методів ви зможете роздрукувати їх незалежно від розмірів вашого 3D-принтера.3D-друк великих об'єктів
Друк великих моделей за один прохід неможлива для більшості 3D-принтерів. Здається, що ви не можете надрукувати чогось, що більше принтера? З допомогою цих методів ви зможете роздрукувати їх незалежно від розмірів вашого 3D-принтера.3D-друк великих об'єктів