
Основні правила друку пластиком АБС (частина 2): деламинация (розшарування) - так чи страшний чорт як його малюють?
У попередній статті ми постаралися описати основні правила 3D друку нашим АБС-пластиком, в тому числі і проблеми відшарування виробів від платформи. Сьогодні ми хочемо детально розглянути причини розшарування моделей з АБС-пластику. Ми не можемо гарантувати, що ці методи боротьби з розшаруванням застосовні до продукції інших виробників. Але, що стосується нашого пластику, ці методи виявилися ефективними.
Що ж може впливати на ефективність склеювання шарів, і як з цими факторами боротися?
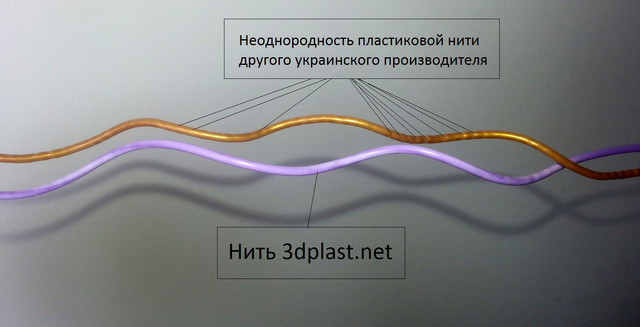
1. Якість мононитки
Порожнечі, тріщини всередині або волога в нитки. При нагріванні до високих температур нитки виходять з сопла 3D-принтера з великим в кілька разів розширенням, ніж сам пластик. В результаті виникають пропуски пластику в шарах, відповідно, зменшується площа дотику нижнього і верхнього шарів..

Обирайте виробників, у яких мононитка не ламається при намотуванні на тонкий круглий предмет (наприклад: викрутка, кулькова ручка, олівець). Або при вигині нитка розтягується рівномірно, а не з пропусками. Такі пропуски свідчу про різної щільності мононитки, відповідно, і пластик буде подаватися нерівномірно, роблячи «мікро пропуски».
2. Правильно підібрана температура сопла 3D принтера.
Всупереч поширеній думці, про те, що чим вище температура, тим вище плинність пластику і сплавляемость шарів, ми вважаємо таке судження хибним. Занадто висока температура тільки погіршує склеюваність шарів. Пояснимо чому.
1. У кожного полімеру (пластику) є так звана критична температура, при якій настає температурна деструкція полімеру, тобто значне погіршення його властивостей. Як правило, АБС пластик при досягненні такої температури стає крихким, плюс процес деструкції супроводжується газовиділенням. Відповідно пластик стає пористим, а це ще більше погіршує ситуацію з поганим склеюванням шарів. Тому чим ближче температура нагрівання пластику (сопла принтера) до критичної, тим гірше його еластичність і міцність.
2. Інша проблема, пов'язана з неправильно підібраною температурою — це різниця температур нового і нижнього шару. Якщо температура нижнього шару значно нижче температури нового шару (різниця 40 і більше градусів), то при охолодженні і усадці нового шару виникає надмірне напруження на стику між цими шарами, яке прагне розірвати зв'язок між цими шарами.
3. У полімерів є такий параметр як температура склування, після досягнення якої його усадка припиняється. Відповідно, чим меншою буде різниця між температурою плавлення (виходу з сопла 3D принтера) і температурою склування, тим менше буде ступінь його усадки, тим швидше він досягне твердого стану і тим менше негативних впливів буде надавати його усадка на весь виріб.
4. Ще одна проблема це стрибкоподібний нагрівання екструдера принтера. Коливання температур на соплі принтера більше 5 градусів призводять до того, що пластик видавлюється різної консистенції (то більше, то менше). Нагрівання і охолодження шарів теж відбувається нерівномірно. Відповідно, процес друку відбувається неоднорідно. Шари виходять з різними фізичними характеристиками.
Рекомендації
1. Спостерігайте за температурою в процесі друку, коливання температури не повинні перевищувати 4-5 градусів від заданої. Як цього домогтися читайте у попередній статті.
2. Забудьте про рекомендовані температури, зазначені на пластику виробником! Точність вимірювання температур у кожного 3д принтера різна і у більшості побутових принтерів вона дуже низька. Тому визначайте температуру індивідуально для свого принтера і кожного пластику окремо. Ця процедура досить проста і не займе багато часу. Увімкніть нагрівання екструдера і вручну, з невеликим (!) зусиллям, пробуйте штовхати пластик (пруток, мононитка) в екструдер на різних температурах. Спостерігайте за якої температури пластик почне видавлюватися із сопла, +15 -20 градусів від цієї і є його робоча температура. Для більш точного визначення оптимальної температури, спостерігайте за тим, як створюються мости з прольотами довжиною 15-20 мм, такі прольоти повинні створюватися з мінімальним провисанням пластику на швидкостях 40-50 мм/с.
Також звертайте увагу в процесі друку, як поводиться попередній шар? Якщо видно, що він ще не застиг (тобто як «желе»), хоч і немає оплавлень на стінках, зменшіть швидкість, або на кілька градусів зменшіть температуру. Висока швидкість і висока якість це два взаємовиключні фактори у FDM 3D-друку. Тому одразу визначтеся, що у вас у пріоритеті.
3. Обдув ми рекомендуємо використовувати дуже акуратно, тільки для дуже коротких периметрів, за час друку одного шару менше 10-15 сек. В інших випадках краще відмовитися від обдування взагалі, регулюючи час остигання нового шару швидкістю друку і температурою сопла. Чим більша модель, тим менша необхідність обдування. Для моделей з часом друкування одного шару більше хвилини обдув протипоказаний.
4. Складна форма моделі та, як наслідок, нерівномірне охолодження пластику. З цією проблемою зазвичай стикаються власники принтерів з відкритою платформою. Прагніть, щоб складні деталі остигали рівномірно. Особливо це стосується кутів із прямими формами. Такі ділянки деталі остигають набагато швидше за інших і тому через різницю в часі остигання (склювання) різних ділянок відбуваються горизонтальні напруги в деталі і, як наслідок, деформація виробу з можливою справою між шарами або відрив від платформи.
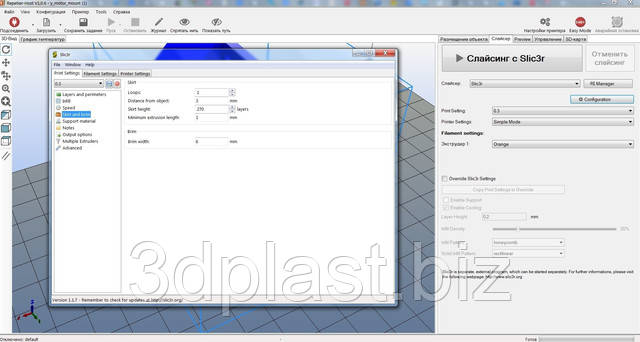
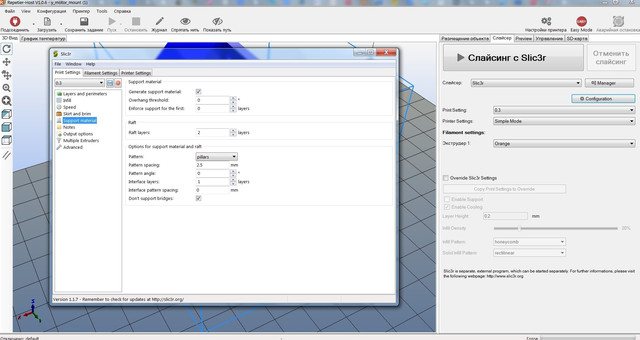
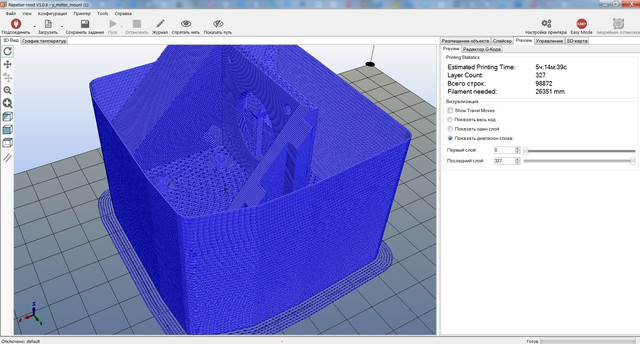
Для вирішення цього завдання найкраще підходить захист (екранування) виробу, що створюється від протягів і потоків повітря різної температури. Це можуть бути капітальні заходи типу закритих камер, які поміщають принтер або платформу принтера або швидкі заходи типу створення екранів із пластику навколо виробу. Завдяки їм усередині екрану створюється свій мікроклімат і виріб остигає рівномірніше. Наприклад, у слайсері Slic3r можна використовувати параметр ”Skirt” – як він працює показано фото нижче.
Ось ніби і все. Якщо ви наш покупець ми готові допомогти вам з вирішенням проблем, пов'язаних з 3Д-печаткою, неописаних в рамках статей на нашому сайті. Звертайтеся!

 Логічно, що якість вашого пластику для 3D-друку може істотно вплинути на якість ваших виробів. Ось чому важливо дотримуватися правил зберігання 3Д-філаментів.Як правильно зберігати 3D-філамент
Логічно, що якість вашого пластику для 3D-друку може істотно вплинути на якість ваших виробів. Ось чому важливо дотримуватися правил зберігання 3Д-філаментів.Як правильно зберігати 3D-філамент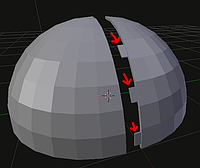 Друк великих моделей за один прохід неможлива для більшості 3D-принтерів. Здається, що ви не можете надрукувати чогось, що більше принтера? З допомогою цих методів ви зможете роздрукувати їх незалежно від розмірів вашого 3D-принтера.3D-друк великих об'єктів
Друк великих моделей за один прохід неможлива для більшості 3D-принтерів. Здається, що ви не можете надрукувати чогось, що більше принтера? З допомогою цих методів ви зможете роздрукувати їх незалежно від розмірів вашого 3D-принтера.3D-друк великих об'єктів