
Основные правила печати АБС пластиком (часть 2): деламинация (расслоение) - так ли страшен черт как его малюют?

В предыдущей статье мы постарались описать основные правила 3D печати нашим АБС-пластиком, в том числе и проблемы отслоения изделий от платформы. Сегодня мы хотим детально рассмотреть причины расслоения моделей из АБС-пластика. Мы не можем гарантировать, что эти методы борьбы с расслоением применимы к продукции других производителей. Но, что касается нашего пластика, эти методы оказались эффективными.
Что же может влиять на эффективность склеивания слоев, и как с этими факторами бороться?
1. Качество мононити
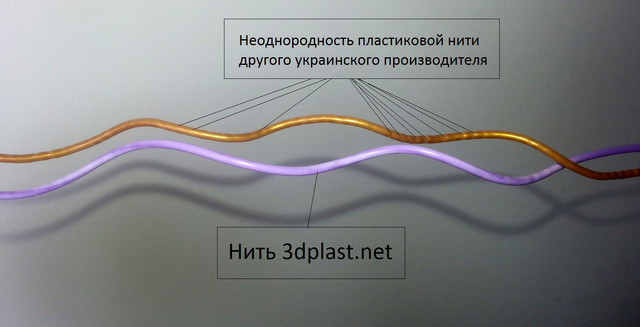
Пустоты, трещины внутри или влага в нити. При нагреве до высоких температур нити выходят из сопла 3D-принтера с бОльшим в несколько раз расширением, чем сам пластик. В итоге возникают пропуски пластика в слоях, соответственно, уменьшается площадь соприкосновения нижнего и верхнего слоев..

Выбирайте производителей, у которых мононить не ломается при намотке на тонкий круглый предмет (например: отвертка, шариковая ручка, карандаш). Или при изгибе нить растягивается равномерно, а не с пропусками. Такие пропуски свидетельствую о разной плотности мононити, соответственно, и пластик будет подаваться неравномерно, делая «микро пропуски».
2. Правильно подобранная температура сопла 3D принтера.
Вопреки распространенному мнению, о том, что чем выше температура, тем выше текучесть пластика и сплавляемость слоев, мы считаем такое суждение ошибочным. Слишком высокая температура только ухудшает склеиваемость слоев. Объясним почему.
1. У каждого полимера (пластика) есть так называемая критическая температура, при которой наступает температурная деструкция полимера, то есть значительное ухудшение его свойств. Как правило, АБС пластик при достижении такой температуры становится хрупким, плюс процесс деструкции сопровождается газовыделением. Соответственно пластик становится пористым, а это еще больше усугубляет ситуацию с плохим склеиванием слоёв. Поэтому чем ближе температура нагрева пластика (сопла принтера) к критической, тем хуже его эластичность и прочность.
2. Другая проблема, связанная с неправильно подобранной температурой — это разница температур нового и нижнего слоя. Если температура нижнего слоя значительно ниже температуры нового слоя (разница 40 и больше градусов), то при охлаждении и усадке нового слоя возникает избыточное напряжение на стыке между этими слоями, которое стремится разорвать связь между этими слоями.
3. У полимеров есть такой параметр как температура стеклования, после достижения которой его усадка прекращается. Соответственно, чем меньше будет разница между температурой плавления (выхода из сопла 3D принтера) и температурой стеклования, тем меньше будет степень его усадки, тем быстрее он достигнет твердого состояния и тем меньше негативных воздействий будет оказывать его усадка на все изделие.
4. Еще одна проблема это скачкообразный нагрев экструдера принтера. Колебания температур на сопле принтера более 5 градусов приводят к тому, что пластик выдавливается разной консистенции (то больше, то меньше). Нагрев и остывание слоев тоже происходит неравномерно. Соответственно, процесс печати происходит неоднородно. Слои получаются с разными физическими характеристиками.
Рекомендации
1. Наблюдайте за температурой в процессе печати, колебания температуры не должны превышать 4-5 градусов от заданной. Как этого добиться читайте в предыдущей статье.
2. Забудьте про рекомендованные температуры, указанные на пластике производителем! Точность измерения температур у каждого 3д принтера разная и у большинства бытовых принтеров она очень низкая. Поэтому определяйте температуру индивидуально для своего принтера и каждого пластика отдельно. Эта процедура достаточно простая и не займет много времени. Включите нагрев экструдера и вручную, с небольшим (!) усилием, пробуйте толкать пластик (пруток, мононить) в экструдер на различных температурах. Наблюдайте при какой температуре пластик начнет выдавливаться из сопла, +15 -20 градусов от этой и есть его рабочая температура. Для более точного определения оптимальной температуры, наблюдайте за тем как создаются мосты с пролетами длиной 15-20 мм, такие пролеты должны создаваться с минимальным провисанием пластика на скоростях 40-50 мм/с. Также обращайте внимание в процессе печати как ведет себя предыдущий слой? Если видно, что он еще не застыл (т.е. как «желе»), хоть и нет оплавлений на стенках, снизьте скорость, или на несколько градусов уменьшите температуру. Высокая скорость и высокое качество это два взаимоисключающих фактора при FDM 3D-печати. Поэтому сразу определитесь, что у вас в приоритете.
3. Обдув мы рекомендуем использовать очень аккуратно, только для очень коротких периметров, при времени печати одного слоя меньше 10-15 сек. В остальных случаях, лучше отказаться от обдува вообще, регулируя время остывания нового слоя скоростью печати и температурой сопла. Чем больше модель, тем меньше необходимость обдува. Для моделей со временем печати одного слоя больше минуты обдув противопоказан.
4. Сложная форма модели и, как следствие, неравномерное остывание пластика. С этой проблемой, как правило, сталкиваются владельцы принтеров с открытой платформой. Стремитесь, чтобы сложные детали остывали равномерно. Особенно это касается углов с прямыми формами. Такие участки детали остывают намного быстрее остальных и поэтому из-за разницы во времени остывания (стеклования) различных участков происходят горизонтальные напряжения в детали и, как следствие, деформация изделия с возможной деламинацией между слоями или отрыв от платформы.
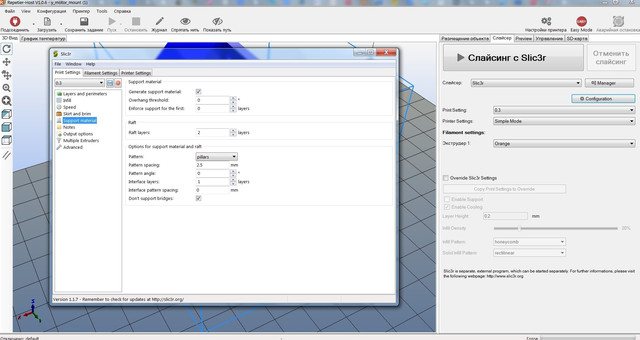
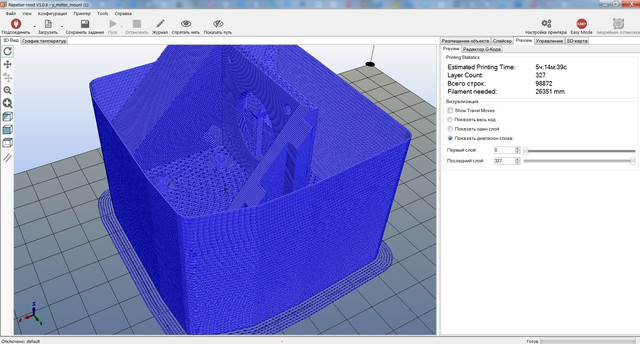
Для решения этой задачи лучше всего подходит защита (экранирование) создаваемого изделия от сквозняков и потоков воздуха разной температуры. Это могут быть капитальные мероприятия типа закрытых камер в которые помещают принтер или платформу принтера или быстрые мероприятия типа создания экранов из пластика вокруг изделия. Благодаря им внутри экрана создается свой микроклимат и изделие остывает более равномерно. Например в слайсере Slic3r можно использовать параметр ”Skirt” – как он работает показано фото ниже.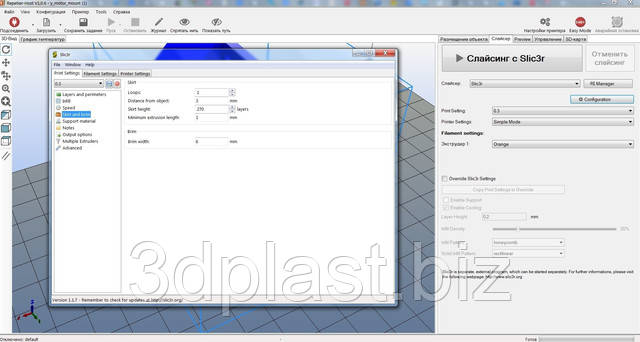
Вот вроде и все. Если вы наш покупатель мы готовы помочь вам с решением проблем, связанных с 3Д-печатью, неописанных в рамках статей на нашем сайте. Обращайтесь!

 Логично, что качество вашего пластика для 3D-печати может существенно повлиять на качество ваших изделий. Вот почему важно соблюдать правила хранения 3Д-филаментов.Как правильно хранить 3D-филамент
Логично, что качество вашего пластика для 3D-печати может существенно повлиять на качество ваших изделий. Вот почему важно соблюдать правила хранения 3Д-филаментов.Как правильно хранить 3D-филамент Печать больших моделей за один проход невозможна для большинства 3D-принтеров. Кажется, что вы не можете напечатать чего-то, что больше принтера? С помощью этих методов вы сможете распечатать их независимо от размеров вашего 3D-принтера.3D-печать крупных объектов
Печать больших моделей за один проход невозможна для большинства 3D-принтеров. Кажется, что вы не можете напечатать чего-то, что больше принтера? С помощью этих методов вы сможете распечатать их независимо от размеров вашего 3D-принтера.3D-печать крупных объектов