
Основные правила печати АБС пластиком (часть 1)

АБС пластик самый популярный материал для 3D печати, так как обладает следующими очевидными преимуществами.
1. Он ДОСТУПЕН - благодаря относительно низкой стоимости.
2. Он РАСТВОРИМ - в ацетоне и этилацетате. Этим материалы применяются для сглаживания эффекта «ступенек» при печати, растрескивании и результатов механической пост-обработки. Этилацетат при той же эффективности, более безопасен в использовании. Имеет умеренный фруктовый запах и безопасен даже после длительного использования в закрытом помещении.
3. Он ЛЕГКО ОКРАШИВАЕТСЯ - как безопасными акриловыми красками, так и бюджетными нитро-эмалями в баллончиках.
4. Он ПОДДАЕТСЯ МЕХАНИЧЕСКОЙ ПОСТОБРАБОТКЕ – резке, шлифованию, окраске.
5. Он ПЛАВИТСЯ В БОЛЬШОМ ДИАПАЗОНЕ ТЕМПЕРАТУР.
Но при всех очевидных достоинствах 3D печать с использованием АБС пластика у многих начинающих пользователей взывает сложности. В этой статье мы постараемся рассказать о том, как повысить качество печати, используя АБС пластик.
Этапы подготовки к успешной 3D печати и сама печать
- Модернизация и техобслуживание 3D принтера.
- Подготовка платформы 3D принтера.
- Подготовка G-кода или слайсинг с нужными параметрами печати.
- Контроль и управление печатью.
Этап №1 Модернизация и техобслуживание3D принтера.
1.1. Платформа.
Я рекомендую один раз модернизировать платформу вашего принтера и навсегда забыть про клеи, скотчи и прочие недешевые расходные материалы, улучшающие адгезию АБС пластика с платформой.
а) Платформа должна быть нагреваемой или из толстого оргстекла (акрила). АБС пластик хорошо прилипает к холодному акрилу, покрытому легким раствором АБС пластика и этилацетата (дальше «раствор АБС»). Концентрацию раствора подбирайте опытным путем, исходя из матовости вашей поверхности. Но недостатком акрила (в отличии от обычного стекла) является то, что он имеет меньшую жесткость и может деформироваться вследствие нагрева от наплавляемого АБС пластика. Поэтому толщину акрила нужно брать не меньше 6-7 мм (оптимально 10 мм), либо крепить акрил к жесткой раме, чтобы исключить деформацию. Обратите внимание на то, что если переборщить с раствором АБС то модель трудно снять с акриловой платформы.
б) Платформа из обычного стекла должна быть обязательно нагреваемой и матовой. Матовое стекло продается в любой стекольной лавке. Размер стеклянной накладки (по длине и ширине) желательно подбирать таким, чтобы она была не больше 5 -10 мм нагреваемой платформы. Таким образом, стекло можно будет прижать к накладке канцелярскими прищепками.
Для небольшой площади платформы (типа MakerBot Replicator) можно использовать не каленое стекло 4-5 мм. Мы, например, взяли обычное стекло 260х150х4 мм используем его уже много месяцев без проблем. Если у вас есть возможность, используйте каленое матовое стекло. В случае падения, оно безопасно рассыпается и не так боится перепадов температуры. Но это не обязательное требование.
1.2. Контакты, термопара 3D принтера
Для качественной печати любым пластиком, в т.ч. и АБС, принтер должен удерживать на экструдере заданную температуру в коридоре максимум 4-5°С. Большие перепады температуры приводят к неравномерности усадки слоев и, соответственно, к разной их жесткости.
Причинами больших колебаний температуры могут быть:
а) плохие контакты экструдера и платформы. Как ни странно, но при пропадании контакта на платформе часто контролер может неправильно удерживать температуру на экструдере. При выявлении скачков/провалов температуры – проверьте все контакты, подожмите их, и смажьте слегка машинным маслом, а лучше смазкой для контактов.
б) термопара плохо прилегает к нагревательному блоку или расположена на противоположной стороне нагревательного блока от самого нагревателя. Это приводит к паузам в реакции термопары на нагреватель. Если термопара не изолирована от потоков воздуха вокруг экструдера, она тоже будет измерять температуру с большой погрешностью. Для этого перенесите термопару максимально близко к нагревателю и примотайте ее лентой ФУМ к нагревательному блоку. Так как лента ФУМ это фторопласт (тефлон), она обладает всеми необходимыми, в нашем случае, достоинствами — высокая термостойкость и низкая теплопроводность. Эта процедура также уменьшит теплопотери нагревательного блока и позволит сэкономить на электроэнергии.
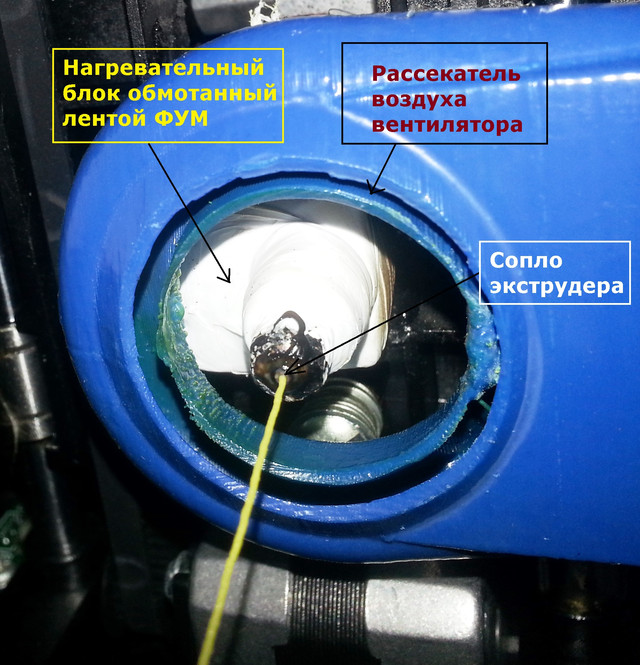
1.3. Обдув и камера
По моему мнению, необходимость обдува возникает тогда, когда время печати каждого слоя меньше 20-30 сек. Я рекомендую использовать вертикальный сферический (вокруг сопла) обдув (рисунок выше), а не фронтальный. При таком обдуве слои охлаждаются более равномерно, и деталь не перекашивает из-за неравномерной усадки по сторонам модели. Вентилятор должен иметь плавную регулировку оборотов, чтобы не только устранить оплавление, но и не допустить переохлаждения нижнего слоя, ухудшив, таким образом, склеиваемость слоев.
Однако обдув НЕ является необходимым атрибутом качественной печати. В основном необходимость обдува возникает тогда, когда необходимо значительно повысить скорость печати, т.е. время печати периметра меньше 20-30 сек., в остальных случаях можно подобрать температуру сопла и скорость печати таким образом, чтобы стенки изделия были ровными без растекания пластика.
Камера имеет ряд неоспоримых достоинств при печати АБС пластиком, она позволяет остывать изделию более равномерно, что уменьшает риск деформации модели. Поэтому, если есть возможность ее организовать в комплексе с остальными перечисленными в этой статье мероприятиями, делайте - хуже не будет. Но не забывайте о повышенном нагреве шаговых двигателей и другой электроники внутри камеры.
Этап №2: Подготовка G-кода или слайсинг с нужными параметрами печати
Прежде чем создать окончательный G-код нашей модели, мы должны правильно откалибровать платформу. А именно: скорость экструзии, высоту первого слоя и определить оптимальную температуру плавления нашего АБС пластика. Начнем по порядку.
2.1. Регулируем скорость подачи материала
Калибруем поверхность относительно сопла с небольшим зазором (толщина листа офисной бумаги). Смазываем поверхность платформы раствором АБС. Раствор лучше растирать тонкой бумагой, а не тканевыми и тем более ватными тампонами, чтобы ворс не оставался на платформе. Если платформа без нагрева (акрил и т.п.), даем пару минут высохнуть. Если с нагревом, то можно не ждать. Создаем G-код калибровочного кубика с 100% заполнением. Печатаем на скорости до 30 мм/с. Регулируем подачу материала, пока заливка и периметр выше 4-5 слоя не станут идеально красивыми. Слои ниже этого значения не показатель, так как могут искажаться из-за неправильной высоты первого слоя.
2.2. Регулируем высоту первого слоя
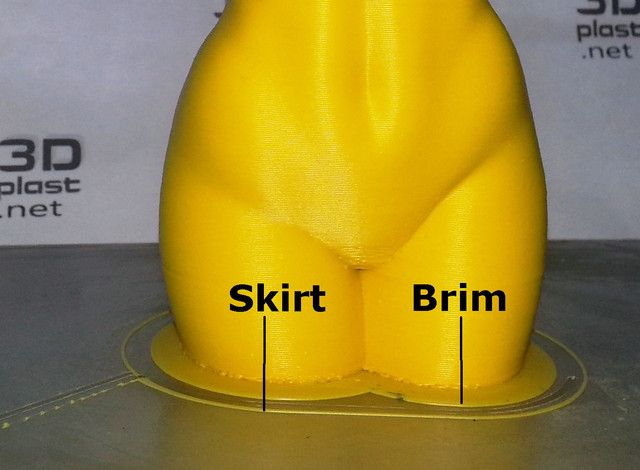
Создаем G-код тестовой модели без заливки, с одним только периметром (можно с большим количеством горизонтальных слоев периметра). С максимальной скоростью первого слоя -10-15 мм/с. Обязательно с параметром «Brim», с максимальным количеством колец (10-15) вокруг модели, с температурой 250°С. Запускаем печать. Как только сопло опустится к платформе, следим за тем, как он наносит пластик на поверхности. Высота первого слоя должна быть такой, чтобы слои как бы размазывались по платформе, чтобы ряды колец Brim, а потом и периметра, ложились впритык друг к другу, но не наслаивались друг на друга. Если ряды наслаиваются (размазывание становится неравномерным, волнами) значит нужно увеличить высоту первого слоя или сделать больше расстояние между рядами, если между рядами пропуски уменьшить ее. Это можно сделать программно в слайсере, параметры — «Высота первого слоя» и «ширина первого слоя». Повторяйте эту процедуру пока не определите оптимальную высоту первого слоя.
2.3. Находим оптимальную температуру первого слоя
Если пластик ложится ровно, как описано в предыдущем п. но отстает от платформы (отслаивается), значит нужно повышать температуру – в первую очередь платформы и/или уменьшать скорость. Увеличивайте температуру экструдера до тех пор, пока пластик не начнет окисляться – появится легкий дымок и/или запах и/или пластик начнет кипеть, изредка начнут появляться пузырьки. Это будет предельная температура для этого пластика. Температура на 5-10°С ниже – будет ваша «рабочая температура» для этого пластика для этой скорости и слоя. Температура платформы для первого слоя чем выше тем лучше, но если вы нашли минимальную температуру на которой пластик хорошо прилипает к платформе смысла повышать ее тоже нет.
Пластик должен ложиться на платформу примерно так.
2.4. Находим оптимальную температуру второго и выше слоев
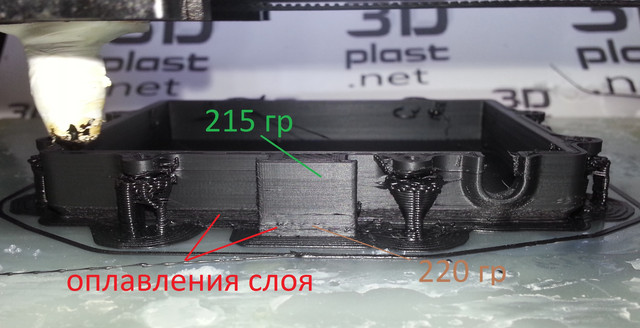
Оптимальную температуру экструдера можно определить по растеканию слоев пластика во время печати, понижайте температуру (от «рабочей температуры») с минимальным шагом ровно до того момента пока стенки изделия не будут иметь идеальную поверхность.
Как я уже писал ранее в этой статье, перепады температуры и скорости плохо влияют на качество печати АБС пластиком. Поэтому, я бы не рекомендовал резко повышать/понижать скорость и температуру в процессе печати АБС пластиком. Лучше найти оптимальные значения для каждого пластика заранее, на маленьких детальках, а потом отправлять на печать большие модели.
Основные правила печати АБС пластиком
1. Температура сопла подбирается индивидуально для определенной скорости и слоя. Как правило она ниже на несколько градусов той, при которой еще происходят оплавления нижних слоев.
2. Температура нагреваемой платформы для нашего пластика: первый слой — 115-120°С, остальные 100-105°С.
3. Скорость первого слоя 10-15 мм/с. Чем меньше тем лучше, но смотрите по ситуации если пластик хорошо пристает к платформе можно немного повысить скорость.
4. Чтобы избежать расслоения модели:
а) Делайте количество горизонтальных слоев периметра 3 и больше.
б) Используйте обдув только в случае печати небольших изделий с малой площадью слоя (менее 15-30 сек/слой), в остальных случаях оптимальнее снизить скорость печати но позволить остывать изделию равномерно.
в) Защитите платформу 3D принтера от сквозняков или организуйте для него камеру.
5. Не допускается обдув для 1 слоя и не рекомендуется для 2.
6. Стеклянная платформа должна быть матовой и покрытой раствором АБС.
7. Обдув должен быть сверху, а не с боку модели. Желательно кольцевой вокруг сопла.
8. Интенсивность обдува зависит от скорости печати всего слоя. А именно от того успевает ли остыть нижний слой, перед началом печати следующего, пройдя температуру стеклования не больше чем на 5-10°С. При большей разнице температур склеиваемость слоев будет хуже.
9.Печатать желательно с параметром Brim, чем шире, тем лучше. Благодаря этим кольцам изделие прочно удерживается на платформе и не отслаивается на углах.

 Логично, что качество вашего пластика для 3D-печати может существенно повлиять на качество ваших изделий. Вот почему важно соблюдать правила хранения 3Д-филаментов.Как правильно хранить 3D-филамент
Логично, что качество вашего пластика для 3D-печати может существенно повлиять на качество ваших изделий. Вот почему важно соблюдать правила хранения 3Д-филаментов.Как правильно хранить 3D-филамент Печать больших моделей за один проход невозможна для большинства 3D-принтеров. Кажется, что вы не можете напечатать чего-то, что больше принтера? С помощью этих методов вы сможете распечатать их независимо от размеров вашего 3D-принтера.3D-печать крупных объектов
Печать больших моделей за один проход невозможна для большинства 3D-принтеров. Кажется, что вы не можете напечатать чего-то, что больше принтера? С помощью этих методов вы сможете распечатать их независимо от размеров вашего 3D-принтера.3D-печать крупных объектов